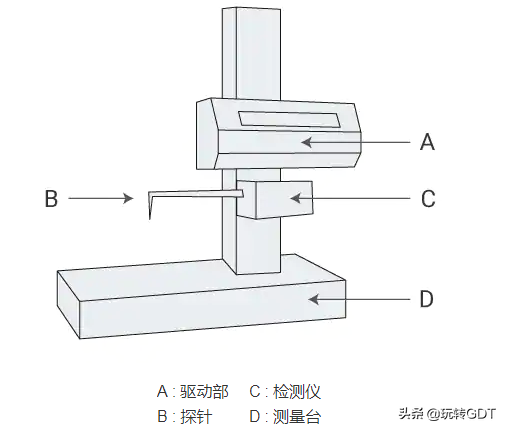
轮廓测量仪使用被称为探针的触针,沿目标物表面移动,对其轮廓形状进行测量、记录的装置。部分机型还能用作表面粗糙度仪。CNC控制的机型,能够进行角度及圆弧半径、高度差、螺丝节距的测量。适用于螺纹牙形状、微米级薄膜等微小形状的测量。

近年来还出现了用激光代替触针,通过非接触式的轮廓描绘,实现复杂形状测量的机型。部分机型还能进行上下两面的测量。
主要用于在制作试作品时,确认是否与设计图纸的规格相符。还被用于逆向工程。
结构与用途:
轮廓测量仪的主要使用方法:
1、将触针安装到主机上。
2、依照定位、原点设定等使用步骤进行测量。
3、通过使用Y轴工作台、旋转工作台等夹具,可以实现自动化测量。
4、测量数据可以转换为各类CAD数据使用。
使用注意事项:
◆ 必须选择与目标物形状及测量用途相符的探针。
◆ 尤其是激光机型,需要在没有灰尘的环境下进行测量。
◆ 为了进行高精度的准确测量,还需要使用夹具等,将目标物正确定位在测量仪上。
◆ 使用前必须进行校正。校正需要借助专用的套件来进行。
三坐标测量仪
一直以来,投影仪及工具显微镜的测量都是依靠目视进行的,不仅要求操作熟练度,还要花费许多测量时间。
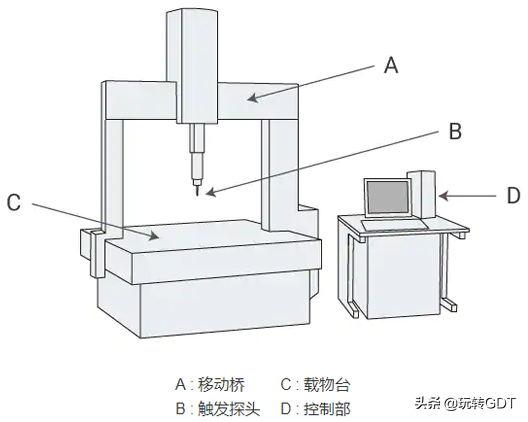
相比之下,三坐标测量仪则是一种能够依靠图像处理技术,测量目标物长、宽、高度尺寸的装置。不仅能进行目标物的自动测量及测量数据的记录,还能通过各类运算,计算出特殊值。
机型可分为使用被称为接触探头的球状物体进行测量的接触式,以及利用激光等测量的非接触式。其中还有用于汽车行业,可测量10 m以上目标物的仪器。
其用途则包括面向汽车部件等模具、机械部件类立体物,测量目标物与图纸间差异等。近年来,随着3D打印机的普及,用三坐标测量仪测量现有部件及标准部件尺寸,基于相应数据,利用3D打印机制作试作品的用途也逐渐增多。
结构与用途:
三坐标测量仪的主要使用方法:
1、通过将目标物提前静置在测量室5小时以上,与室温(通常为20°C)达成平衡,防止热膨胀导致的误差。
2、根据设备的使用步骤进行测量。
3、可以将测得的数据导入计算机,作为3D-CAD等数据使用。
使用注意事项:
◆ 部分机型还能进行0.1 µm量级的测量,但要达到所需的测量精度,必须要实施妥善的使用及管理。
◆ 使用时,请确认可动部位能够沿平行及垂直方向移动。此外,使用标准器等工具,确认不存在示值误差。
◆ 要实现准确的测量,必须让目标物与测量室的温度达成平衡。或者是通过设定测量参数,进行校正。
◆ 使用接触探头进行测量时,必须通过以一定速度接触目标物,进行数值的测量。
◆ 三坐标测量仪的校正周期为6个月至2年。
粗糙度仪
用于测量目标物表面平滑度(凸凹程度)的装置,又被称为"表面粗糙度仪"。主要分为触针式及激光式。过去通常会使用金刚石材质的触针机型,但由于在测量半导体等表面时可能会划伤表面,因此光学机型正在逐步普及。不光支持平面测量,还有能够测量曲面的机型,近年来还出现了基于表面测量数据,将形状显示为三维图像的仪器。
其用途包括金属表面的磨损状况确认、切削面状况确认,以及涂装时的完成状态确认等。在电子部件薄膜加工不断发展的过程中,部分仪器还能以纳米量级进行测量。
结构与用途:
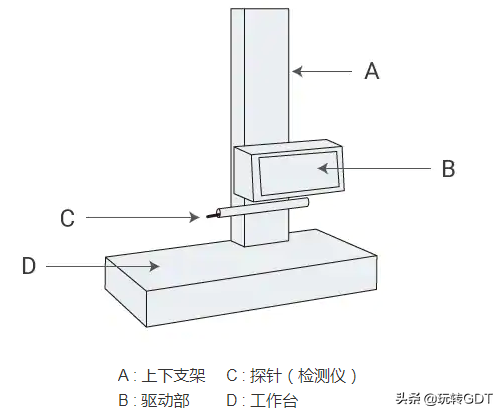
使用触针式机型时,通常会使用顶端半径为2 µm的部件。但是,视精密加工品的实际情况,需要研究使用0.1至0.5 µm等级的触针。根据所用的触针,测量值可能出现偏差,必须提前进行确认。
粗糙度仪的主要使用方法:
1、使用接触式时,触针会沿着目标物表面移动,测量表面的粗糙度。相比之下,采用激光的非接触式机型则会用激光照射目标物,通过检测反射光,测量粗糙度。
2、测量时必须注意测量方向。例如在检测金属加工品时,为了更加确切地捕捉凸凹的特点,基本会进行与加工方向相垂直的测量。
3、实现准确测量的关键,是决定测量速度。先从较低的速度开始尝试,在测量值稳定的范围内实施测量。
使用注意事项:
◆ 为了确保准确测量,必须定期进行校正。


 手机版
手机版


